| 材质 | Q235 |
|---|---|
| 产地 | 天津 |
| 规格 | 齐全 |
| 品牌 | 大厂家 |
| 用途 | 广泛 |

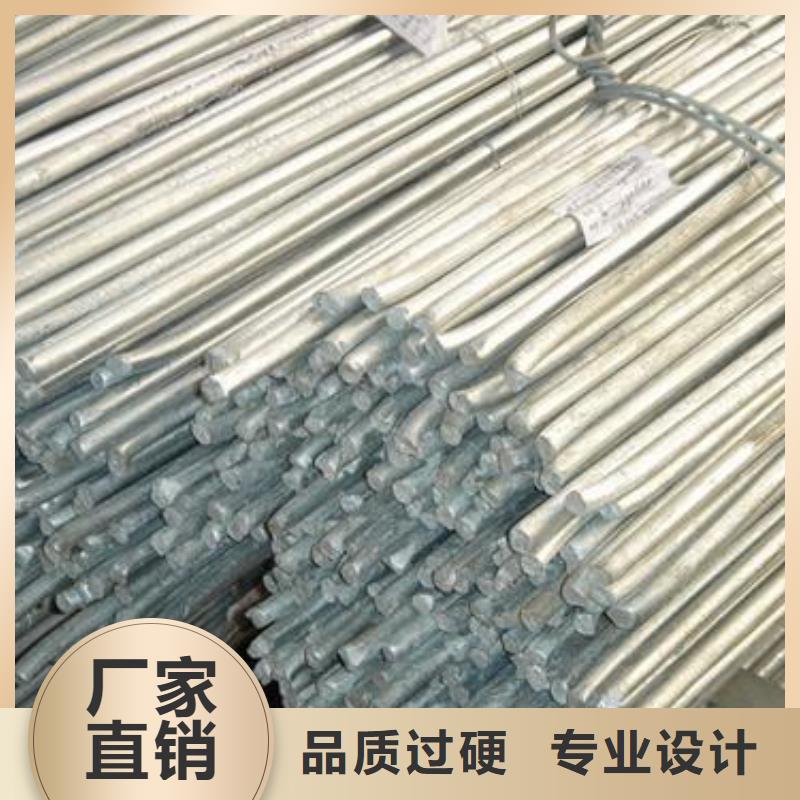
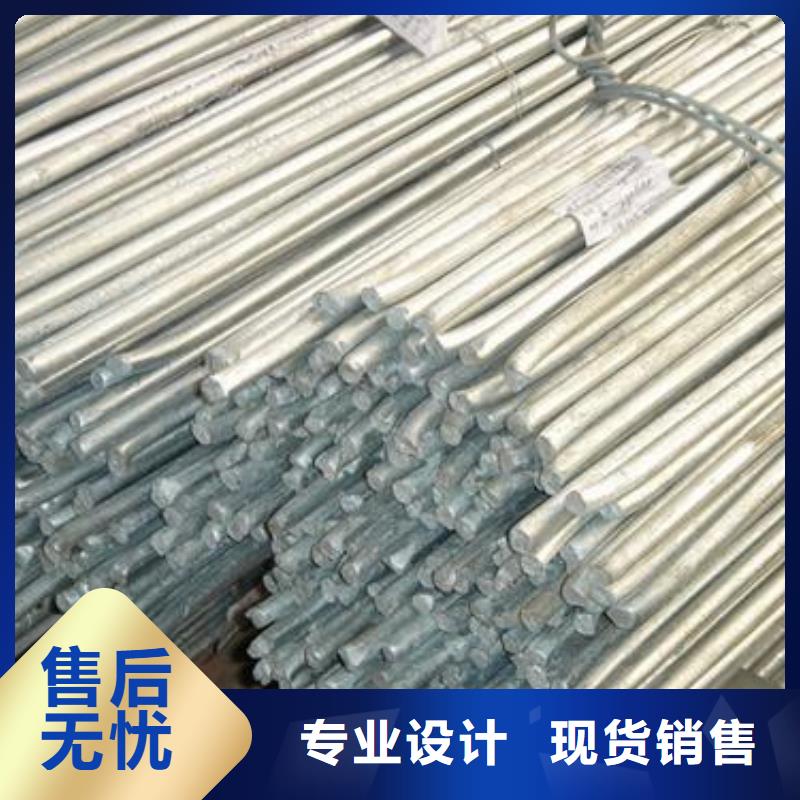
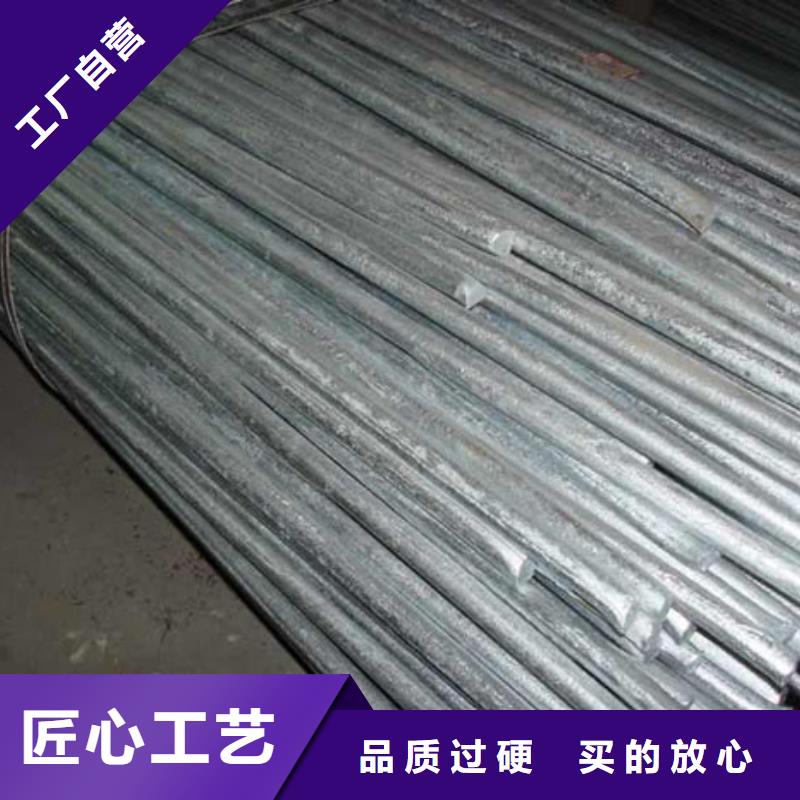
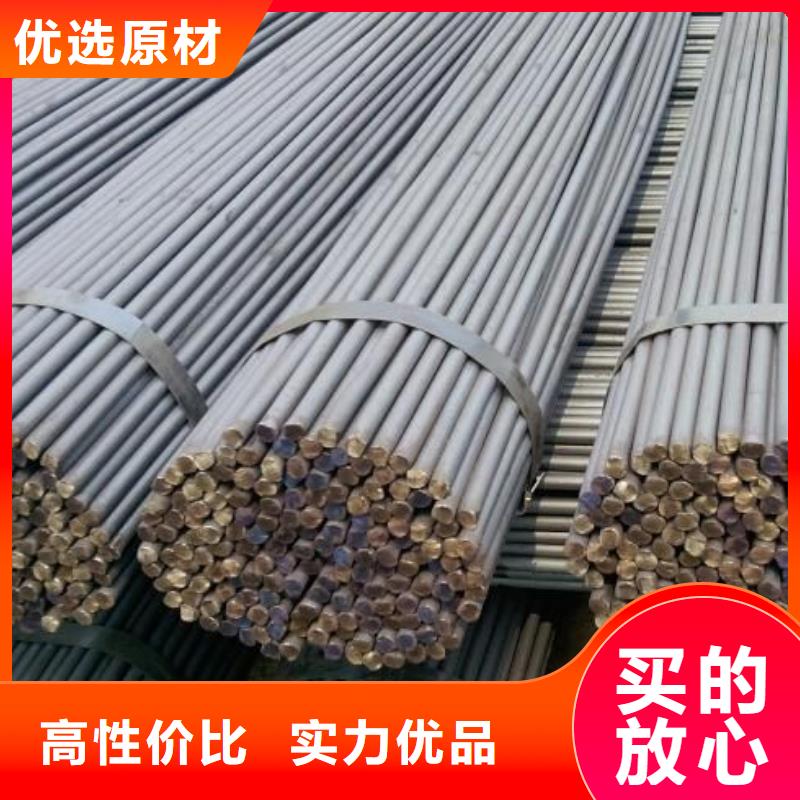
是将除锈后的角钢浸入500℃左右融化的锌液中,使角钢表面附着锌层,从而起到防腐的目的,适用于各种强酸、碱雾气等强腐蚀环境中。热镀锌角钢工艺流程:角钢酸洗-水洗-浸助镀溶剂-烘干预热-挂镀-冷却-钝化-清洗-打磨-热镀锌完工。热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。热镀锌角钢的原材料为角钢,所以分类与角钢相同。按工艺分类可分为热镀锌热轧角钢和热镀锌冷轧角钢。1、处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低;2、持久耐用:热镀锌角钢具有表面光泽,锌层均匀,无漏镀,无滴溜,附着力强,抗腐蚀能力强的特性,在郊区环境下,标准的热镀锌防锈厚度可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补;3、可靠性好:镀锌层与。



(1)一种规格的坯料在粗轧阶段轧成多种尺寸规格的中间坯。型钢的粗轧一般都是在两辊孔型中进行。如果型钢坯料全部使用连铸坯,从炼钢和连铸的生产组织来看,连铸坯的尺寸规格是愈少愈好, 是只要求一种规格。而型钢成品的尺寸规格却是愈多,企业开拓市场的能力就愈强。这就要求粗轧具有将一种坯料开成多种规格坯料的能力。粗轧既可以对异型坯进行扩腰扩边轧制,也可以进行缩腰缩边轧制。其较典型的例子是用板坯轧制H型钢。
(2)对于异型材,在中轧和精轧阶段尽量多使用万台孔型和多辊孔型。由于多辊孔型和 孔型有利于轧制薄而高的边,并且容易单独调整轧件断面上各部分的压下量,可以有效地减少轧辊的不均匀磨损,提高尺寸精度。
(3)型钢连轧,由于轧件的断面截面系数大,不能使用活套。机架问的张力控制一般是采用驱动主电机的电流记忆法或者是力矩记忆法进行。
(4)对于大多数型钢,在使用上一般都要求低温韧性好和具有良好的可焊接性,为保证这些性能,在材质上就要求碳当量低。对这些钢材,实行低温加热和低温轧制可以细化晶粒,提高材料的机械性能。在精轧后进行水冷,对于提高材料性能和减少在冷床上的冷却时间也有明显好处。


![[南宁]阔恒兴旺国际贸易有限公司名片](http://ypmimg.44983.com/UploadImg/1941/new_card.jpg "[南宁]阔恒兴旺国际贸易有限公司名片")